Опис продукту
Machined/Machining/Turing/Milling/Grinding/ Tractor Guitar ATV Vehicle Valve Pump Boat Trailer Hydraulic Agricultural Industrial spare Parts
1. Process: CNC machining
2. Machining Parts
3. Smooth surface
4. ISO certified factory
5. Accept small OEM trial order
Specifications:
1 Over 7 years factory experience
2 High quality control,Competitive price, Fast delivery
3 Small quantity acceptable
4 Sample and drawing available
5 OEM workable
6 One-stop service
| 1.Aluminum/Brass/ stainless steel Precision Product | 2.Extrusion/ Profile |
| 3.Hardware | 4.Injection molding |
| 5.Aluminum Frame | 6.Furniture Part |
| 7.Aluminum Office and Living Product | 8.CNC Precision Milling Part |
| 9.CNC Precision Turning Part | 10.Punch& Stamping& Stretching& Riveting& Assembly |
| 11.Die Casting& Welding& Forging& Bending Part | 12.Medical Aluminum Part |
| 13.Aluminum Pipe | 14.Large Cross-section/ High Challenge Heat Sink |
| 15.Mechanical Industrial product/ Auto Part | 16.LED Aluminum Accessory |
| 17.Mold Design and Manufacture | 18.Surface treatment |
Materials Available:
1. Stainless Steel: SS201, SS303, SS304, SS316 etc.
2. Carbon Steel: AISI 1045, 9SMnPb28 etc
3. Brass:C36000 (C26800), C37700 (HPb59), C38500(HPb58), C27200(CuZn37), C28000(CuZn40) etc.
4. Bronze: C51000, C52100, C54400, etc.
5. Iron: grey iron and ductile iron
6. Aluminum: 6061, 6063,7075,5052 etc.
How to order:
* You send us drawing or sample
* We carry through project assessment
* We give you a design
* You think the design is ok
* We make the sample and send it to you
* You think the sample is good then place an order and pay us 30% deposit
* We start to make the product
Processing Method: cnc machining, turning, milling, drilling, grinding, broaching, welding and assembly.
1.Q:Why choose E-Rally product?
A:We CZPT have our own plant, therefore, we can surely promise the quality of every product and provide you comparable price.
2.Q:Do you provide OEM Service?
A:Yes, we provide OEM Service.
3.Q:Do you provide customized machining products?
A:Yes.Customers give us drawings and specifications, and we will manufacture accordingly.
4.Q:What is your payment term?
A:We provide kinds of payment terms such as L/C, T/T, Paypal, Escrow, etc.
Welcome to Send us Inquiry on Belowing Table. Start Your Project Today.
machining
machining parts
деталі з ЧПК для обробки
Визначення кулькового гвинта
Коли вам потрібна високоякісна кулькова гвинтова передача, важливо вибрати ту, що має відповідні розміри та характеристики. Шукаючи найкращий продукт, слід враховувати такі характеристики, як попереднє навантаження, обробка поверхні та система внутрішнього повернення. Ви можете дізнатися більше про ці характеристики в цій статті. Якщо ви не впевнені, який тип кулькової гвинтової передачі вибрати, зверніться до авторитетного постачальника для отримання додаткової інформації. Щоб знайти найкращий продукт для ваших потреб, натисніть тут!
Брінеллінг
Під час визначення кулькового гвинта Брінеллінга важливо знати, яке осьове навантаження він може безпечно витримувати. Статична вантажопідйомність, зазначена в каталозі, застосовується лише до чистого осьового навантаження, і будь-яке радіальне навантаження, менше ніж 5% осьового навантаження, не створюватиме проблеми. Для отримання додаткової інформації зверніться до інженера CZPT. Розрахунок терміну служби кулькового гвинта Брінеллінга слід виконувати з використанням таких даних:
Попереднє навантаження: величина навантаження, яку кульковий гвинт може витримати за один оберт. Попереднє навантаження – це навантаження, що прикладається до того, як кульковий гвинт почне рухатися, і зазвичай воно становить від 5 до 10 відсотків від динамічної здатності. Однак кульковий гвинт, який піддається вібрації, зазнаватиме більшого попереднього навантаження, що вимагатиме частішого змащування. Результуюче механічне напруження може призвести до деформації кулькового гвинта або рециркуляції кульок у гайці.
Критична швидкість кульки: Максимальна швидкість, з якою кулька може рухатися через кулькову гайку, називається критичною швидкістю кульки. Навпаки, обертання кулькового гвинта з критичною швидкістю вала може призвести до надмірних вібрацій, що спричиняє передчасний вихід з ладу торцевих опорних підшипників та бринелювання кульової доріжки. Таким чином, рекомендується експлуатувати кульковий гвинт зі швидкістю, нижчою за критичну швидкість кульки, щоб запобігти бринелюванню та пластичній деформації кульок.
Хибне бринелювання: Хибне бринелювання є формою фреттингу. Хибне бринелювання виникає, коли підшипники не обертаються. Рух призведе до утворення заглиблень або слідів зносу на доріжці кочення підшипника. Це спричинить шум, знос і, зрештою, втому. Якщо ці умови зберігаються, для перевірки системи слід використовувати нову кулькову гвинтову передачу. Машину слід перевірити протягом кількох годин, перш ніж замінювати підшипник.
Попереднє завантаження
Процес попереднього натягу кулькових гвинтів мінімізує люфт, застосовуючи тиск до різьби в напрямку, протилежному напрямку обертання гвинта. Це запобігає будь-якому руху гвинта відносно гайки. Для попереднього натягу використовуються різні методи. Поширеним є використання кульок збільшеного розміру всередині кулькової гайки. Також може використовуватися система подвійної гайки. Обидва методи однаково ефективні. Незалежно від використаного методу, кінцевий результат однаковий – мінімальний люфт та підвищена ефективність.
У традиційному методі попереднього натягу кулькових гвинтів двигуни працюють одночасно в протилежних напрямках, що призводить до їхнього відносного руху приблизно однакової величини. Це зменшує опір тертя системи, що призводить до швидкого переміщення. Система здатна працювати з мінімальним люфтом протягом 110 дюймів ходу, зменшуючи тепло, що виділяється приводними гайками, та проблеми, пов'язані з нагріванням кулькових гвинтів. Крім того, цей метод може бути використаний у широкому діапазоні застосувань.
Інший метод попереднього натягу кулькових гвинтів відомий як метод вибору кульок. Цей метод включає використання кульок збільшеного розміру, які змушують кульки більше контактувати з гвинтом і гайкою, ніж звичайний кульковий гвинт. Перевагою цього методу є зменшення люфту, оскільки кульки не обробляються з високими допусками. Недоліком цього методу є те, що кульковий гвинт буде дорожчим у виробництві, ніж стандартний кульковий гвинт і гайка.
Звичайна конструкція включає механічний механізм, який використовує ряд кульок для обертання вала. Проблема люфту посилюється масою вала. Механічна система є складнішою, ніж необхідно, і часто вимагає значних зусиль. Цей винахід усуває ці проблеми, пропонуючи вдосконалений метод та пристрій для приводу кулькових гвинтів. Цей метод забезпечує більш ефективне зусилля попереднього натягу, яке динамічно регулюється під час роботи механізму. Метод також може покращити тертя та знос.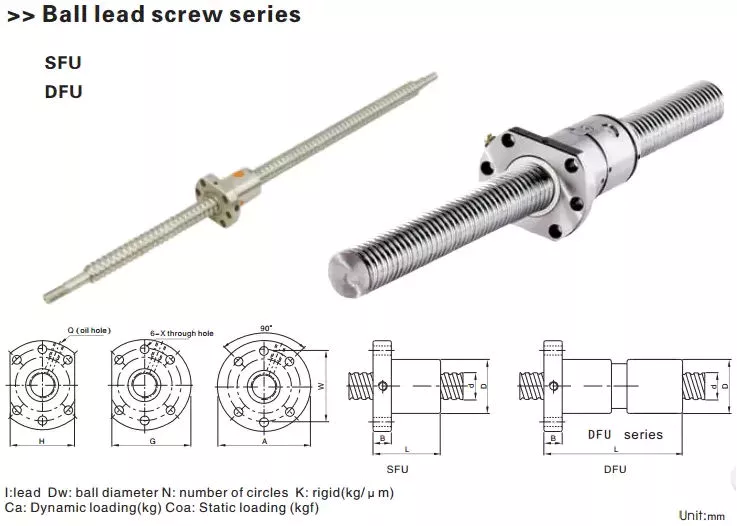
Внутрішня система повернення
Існує 2 різних типи кулькових гвинтів. Перший тип — зовнішній, а другий — внутрішній. Зовнішній тип використовує зворотні трубки, які виступають з кулькової гайки та простягаються над гвинтом і навколо нього зовні. Внутрішній тип використовує одну трубку, яка охоплює кулькову доріжку, тоді як більш поширена конструкція використовує кілька трубок, що охоплюють від 1,5 до 3,5 кулькових доріжок. Внутрішня система включає одну зворотну трубку та кілька пальців-підбирачів, які направляють кульки в трубки.
Конструкція із зовнішньою зворотною трубкою є простішим і менш дорогим вибором. Зовнішня система повернення кульок має обмежений простір, але може працювати з широким діапазоном діаметрів та виводів валів. Однак її фізичні розміри роблять її несумісною з багатьма високошвидкісними застосуваннями. Тому слід ретельно розглянути варіанти монтажу. Внутрішні системи повернення кульок найкраще підходять для малих виводів та розмірів кульок. Ті, кому потрібна висока швидкість, ймовірно, отримають користь від зовнішньої системи повернення кульок.
Технологія кулькових гвинтів з внутрішнім приводом також йде в ногу з вимогами систем лінійного приводу. Технологія кулькових гвинтів зараз довговічніша, ніж будь-коли. Міцні системи внутрішнього повернення кульок забезпечують циркуляцію кулькових підшипників через міцний штифт. Ці дефлектори допомагають кулькам повертатися до гвинта в потрібне місце. Вони є важливими компонентами в системах керування рухом з комп'ютерним керуванням та дротовому з'єднанні. Якщо ви зацікавлені в останніх досягненнях у технології лінійних гвинтів, зв'яжіться з нами сьогодні.
Кулькові гвинти перевершують ходові гвинти за багатьма показниками. Кулькові гвинти ефективніші за ходові гвинти, перетворюючи обертальний рух 90% на лінійний. Як наслідок, вони дорожчі за ходові гвинти та гвинти акме. Вони також забезпечують плавніший рух у всьому діапазоні ходу. Крім того, їм потрібно менше енергії для тієї ж продуктивності. Не дивно, що кулькові гвинти такі популярні в багатьох різних сферах застосування.
Оздоблення поверхні
Якість поверхні кулькового гвинта є одним із ключових факторів, що визначають продуктивність системи. Кульковий гвинт з гарною обробкою поверхні має чудові характеристики опору коченню, люфту та зносу. Однак, для досягнення точного руху, низького зносу та низького рівня шуму критично важливо покращити якість поверхні кулькового гвинта. Для досягнення цього використовуються спеціальні дротяні щітки для полірування прецизійно шліфованих валів.
Щоб кульковий гвинт добре працював, він повинен бути твердим, мати гладку поверхню та добре утримувати мастило. Поверхня кулькового гвинта повинна бути гладкою, без тріщин та добре утримувати мастило. Тріщини та відпал є небажаними під час виробничого процесу, тому для обробки поверхні слід використовувати якісний верстат. Під час виробничого процесу для досягнення високоякісної обробки поверхні можна використовувати ріжучу пластину CBN з повним круглим або готично-арочним профілем.
Ще однією фінішною операцією, що використовується у виробництві кулькових гвинтів, є притирка. Притирка покращує якість поверхні та зміну ходу. Вона включає складні відносні рухи абразивних частинок разом із заготовкою. Це видаляє тонкий шар матеріалу з заготовки, покращуючи якість її поверхні та точність розмірів. Процес притирки можна виконувати в умовах низького тиску. Це також покращує момент тертя та змащування.
У експериментах з притирання момент тертя має найбільший вплив на зміну ходу та шорсткість поверхні. Оптимальним є момент тертя близько 1 Н·м. Крім того, швидкість обертання має лише мінімальний вплив. Найкраще поєднання цих параметрів становить 1-1,5 Н·м та 30 об/хв. Мінімальна якість обробки поверхні кульового гвинта становить близько 800 меш. Найменша зміна ходу спостерігається приблизно на середині ходу.
Змащення
Правильне змащування кульково-гвинтових вузлів є критично важливим для підтримки оптимальної продуктивності та терміну служби. Кульково-гвинтові вузли слід змащувати мастилом, яке вводиться безпосередньо в кулькову гайку. Мастильний отвір може бути розташований у різних місцях виробу, зокрема на фланці або у зовнішній різьбі кулькової гайки. Деякі кулькові гайки також мають кріплення Zerk для легшого змащування.
Змащування кулькових гвинтів необхідне у разі робочих умов понад 100°C. Мінімальне навантаження для кулькового гвинта зазвичай досягається за допомогою попереднього зусилля. Мастило подається через вузький мастильний зазор завдяки відносному руху двох поверхонь. Підвищена в'язкість мастила дозволяє розділити контактні поверхні. Щоб уникнути надмірного змащування, важливо регулярно перевіряти рівень мастила.
Олива, що використовується для змащування кульково-гвинтових вузлів, може бути мінеральною або синтетичною. Олива складається з мінеральної або синтетичної оливи, присадок та загусника, такого як літій або бентоніт. Інші загусники включають літій, барієві комплекси або алюміній. Класифікація мастила NLGI широко використовується для класифікації мастил. Недостатньо вибрати певний тип мастила для конкретного застосування, але вона забезпечує якісну оцінку.
Незважаючи на те, що мастило є важливим для роботи кулькового гвинта, воно також важливе для його терміну служби. Різні типи мастила забезпечують захист від корозії. Перед використанням мастила обов’язково ретельно очистіть і висушіть кульковий гвинт. Якщо на ньому накопичився бруд, це може пошкодити гвинт. Щоб запобігти цьому, можна використовувати розчинник або тканину без ворсу. Змащення вузлів кулькового гвинта може значно подовжити термін його служби.



























