製品説明
Our Services
Product Design Material Selection
Mold Design Mold Making
Bulk Production Logo Printing
Surface Treatment Assembling
Packaging Door to Door Delivery
| 材料 | Nylon ,mc nylon, POM,ABS,PU,PP,PE,PTFE,UHMWPE,HDPE,LDPE, PVC,etc. |
| 色 | Black, white, red, green, transparent or any color according to Pantone code |
| サイズ | As per customer’s requirements |
| Technology | Injection molding, CNC machining, Extrusion |
| 表面処理 | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Polishing, Silkscreen, Black oxide |
| 応用 | Automotive, ATV, Mechanical equipment, Construction, Home appliance, Aviation, Office facilities, Agriculture, etc. |
| Shippment | We have longterm cooperation with internation shipping agent and express company, so that shipping safty and arriving time are secured |
Detail Image
当社を選ぶ理由
Our Machine
Product Range
お問い合わせ
ボールねじの指定
高品質のボールねじが必要な場合は、適切な寸法と仕様を備えたものを選ぶことが重要です。最適な製品を探す際には、予圧、表面仕上げ、内部復帰システムなどの機能を考慮する必要があります。これらの機能については、この記事で詳しく解説しています。どのタイプのボールねじを選べばよいか分からない場合は、信頼できるサプライヤーにお問い合わせください。ニーズに最適な製品を見つけるには、こちらをクリックしてください。
ブリネリング
ブリネリングボールねじを選定する際には、安全に支えられる軸方向荷重を把握することが非常に重要です。カタログに記載されている静荷重容量は、純粋な軸方向荷重にのみ適用され、軸方向荷重の5%未満であれば、ラジアル荷重は問題になりません。詳細については、CZPTのエンジニアにお問い合わせください。ブリネリングボールねじの耐用年数計算は、以下のデータを使用して行う必要があります。
予圧:ボールねじが1回転中に処理できる荷重の量。予圧とは、ボールねじが回転を開始する前に加えられる荷重であり、通常は動的容量の5~10パーセントです。ただし、振動を受けるボールねじは予圧が高くなるため、より頻繁な潤滑が必要になります。その結果生じる機械的ストレスにより、ボールねじが座屈したり、ナットがボールを再循環させたりする可能性があります。
臨界ボール速度:ボールがボールナット内を移動できる最大速度を臨界ボール速度と呼びます。一方、ボールねじを臨界軸速度で回転させると、過度の振動が発生し、エンドサポートベアリングの早期破損やボールトラックのブリネリング(焼き付き)につながる可能性があります。そのため、ボールのブリネリングや塑性変形を防ぐため、ボールねじは臨界ボール速度よりも低い速度で運転することをお勧めします。
偽ブリネリング:偽ブリネリングはフレッティングの一種です。ベアリングが回転していないときに偽ブリネリングが発生します。回転運動によってベアリング軌道面に凹みや摩耗痕が生じ、騒音、摩耗、そして最終的には疲労を引き起こします。これらの症状が続く場合は、新しいボールねじを使用してシステムをテストする必要があります。ベアリングを交換する前に、機械を数時間稼働させてテストしてください。
プリロード
ボールねじの予圧処理は、ねじの回転方向とは逆方向にねじ山に圧力をかけることでバックラッシュを最小限に抑えます。これにより、ナットに対するねじの動きが防止されます。予圧には様々な方法が用いられます。一般的な方法としては、ボールナット内部に特大のボールを使用する方法があります。ダブルナット方式も用いられます。どちらの方法も効果は同等です。いずれの方法を用いる場合でも、最終的な結果は同じで、バックラッシュの最小化と効率の向上につながります。
従来のボールねじのプリロード方式では、モーターが同時に逆方向に動作するため、モーター間の相対運動量はほぼ等しくなります。これによりシステムの摩擦抵抗が低減され、高速な移動が可能になります。このシステムは110インチの移動範囲でバックラッシュを最小限に抑えることができ、駆動ナットの発熱やボールねじの過熱に伴う問題を軽減します。さらに、この方式は幅広い用途に適用可能です。
ボールねじの予圧方法の一つとして、ボールセレクト方式があります。この方式では、通常のボールねじよりも大きなボールを使用することで、ボールとねじナットの接触面を増やします。この方式の利点は、ボールの加工精度が低いためバックラッシュを低減できることです。一方、欠点は、標準的なボールねじとナットに比べて製造コストが高くなることです。
従来の設計では、一連のボールを用いてシャフトを回転させる機械機構が用いられている。シャフトの質量によってバックラッシュの問題が悪化する。この機械システムは必要以上に複雑であり、多くの場合、多大な労力を要する。本発明は、ボールねじを駆動するための改良された方法および装置を提供することにより、これらの問題を解消する。この方法は、機構の動作中に動的に調整可能な、より効率的な予圧力を提供する。また、摩擦や摩耗の改善にも貢献する。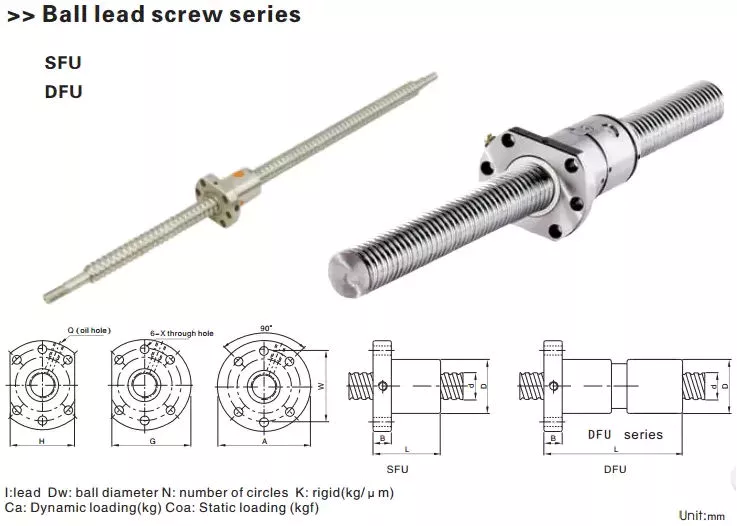
内部返品システム
ボールねじには2種類あります。1つ目は外付けタイプ、2つ目は内付けタイプです。外付けタイプは、ボールナットから突き出てねじの外側を囲むように伸びるリターンチューブを使用します。内付けタイプは、ボールトラック全体にわたって1本のチューブを使用しますが、より一般的な設計では、1.5~3.5インチのボールトラックにわたって複数のチューブを使用します。内付けシステムは、1本のリターンチューブと、ボールをチューブ内に誘導する複数のピックアップフィンガーで構成されています。
外部リターンチューブ設計は、より簡単で安価な選択肢です。外部ボールリターンシステムは設置スペースが限られていますが、幅広いシャフト径とリードに対応できます。ただし、その物理的なサイズのため、多くの高速アプリケーションには適していません。したがって、取り付けオプションを慎重に検討する必要があります。内部ボールリターンシステムは、小さなリードとボールサイズに最適です。高速動作が必要な場合は、外部ボールリターンシステムの方が適しているでしょう。
内部ボールねじ技術も、リニア駆動システムの要求に応え続けています。ボールねじ技術は、かつてないほどの耐久性を実現しました。堅牢な内部ボールリターンシステムは、ボールベアリングをソリッドピックアップピンを通して循環させます。これらの偏向器は、ボールがねじの正しい位置に戻るのを助けます。これらは、コンピュータ制御モーションコントロールシステムやワイヤボンディングにおいて重要なコンポーネントです。リニアねじ技術の最新動向にご興味をお持ちでしたら、ぜひお問い合わせください。
ボールねじは、多くの点でリードねじよりも優れています。ボールねじはリードねじよりも効率が高く、回転運動を直線運動に変換します。そのため、リードねじやアクロねじよりも高価です。また、全可動範囲にわたってより滑らかな動きを実現します。さらに、同じ性能を発揮するために必要な動力も少なくて済みます。ボールねじが様々な用途で広く使われているのも当然と言えるでしょう。
表面仕上げ
ボールねじの表面仕上げは、システムの性能を左右する重要な要素の一つです。表面仕上げの良いボールねじは、転がり抵抗、バックラッシュ、摩耗特性において優れた性能を発揮します。しかし、精密な動作、低摩耗、低騒音を実現するには、ボールねじの表面仕上げをさらに向上させることが不可欠です。そのため、精密研磨されたシャフトを研磨するために、特殊なワイヤーブラシが使用されます。
ボールねじが良好な性能を発揮するためには、硬度が高く、表面が滑らかで、潤滑剤を保持できることが不可欠です。ボールねじの表面仕上げは、滑らかで、亀裂がなく、潤滑剤を良好に保持する必要があります。製造工程において、亀裂や焼きなましはどちらも望ましくないため、表面仕上げには高品質の機械を使用する必要があります。製造工程では、完全な円形またはゴシックアーチ形状のCBN切削インサートを使用することで、高品質な表面仕上げを実現できます。
ボールねじの製造において用いられるもう一つの仕上げ加工はラッピングです。ラッピングは表面品質と移動量変動を改善します。これは、研磨粒子とワークピースとの複雑な相対運動を伴います。これにより、ワークピースから薄い材料層が除去され、表面品質と寸法精度が向上します。ラッピング工程は低圧条件下で実施できます。また、摩擦トルクと潤滑性も向上させます。
ラッピング実験では、摩擦トルクが移動量変動と表面粗さに最も大きな影響を与えます。摩擦トルクは約1 N xmが最適です。また、回転速度の影響はごくわずかです。これらのパラメータの最適な組み合わせは、1~1.5 N xm、30 rpmです。ボールねじの最小表面粗さは約800メッシュです。移動量の変動が最小となるのは、移動量のほぼ中間地点です。
潤滑
ボールねじアセンブリの最適な性能と寿命を維持するには、適切な潤滑が不可欠です。ボールねじアセンブリはグリースで潤滑する必要があり、グリースはボールナットに直接注入します。潤滑ポートは、フランジやボールナットの外ねじなど、製品のさまざまな場所に配置されています。一部のボールナットには、潤滑を容易にするためのグリースニップルも備わっています。
ボールねじは、100℃を超える運転条件下では潤滑が必要です。ボールねじの最小荷重は通常、予圧によって確保されます。潤滑剤は、2つの表面の相対運動によって生じる狭い潤滑ギャップを通って供給されます。潤滑剤の粘度が高まることで、接触面間の分離が可能になります。過剰潤滑を防ぐため、潤滑剤レベルを定期的に確認することが重要です。
ボールねじアセンブリの潤滑に使用されるオイルは、鉱物油または合成油のいずれかです。オイルは、鉱物油または合成油、添加剤、およびリチウムやベントナイトなどの増粘剤で構成されています。その他の増粘剤としては、リチウム、バリウム錯体、またはアルミニウムなどがあります。潤滑グリースの分類には、NLGI潤滑油等級が広く用いられています。これは、特定の用途に適した潤滑油の種類を選択するための十分な指標ではありませんが、潤滑グリースの性能を定性的に評価するのに役立ちます。
ボールねじの性能にとって潤滑は不可欠であるだけでなく、その寿命にとっても重要です。様々な種類の潤滑剤には腐食防止効果があります。潤滑剤を使用する前に、ボールねじを徹底的に洗浄し、乾燥させてください。汚れが付着していると、ねじが損傷する可能性があります。これを防ぐには、溶剤または糸くずの出ない布を使用してください。ボールねじアセンブリに潤滑を施すことで、アセンブリの寿命を大幅に延ばすことができます。



























