Продукциянын сүрөттөлүшү
Биздин кызматтар
Product Design Material Selection
Mold Design Mold Making
Bulk Production Logo Printing
Surface Treatment Assembling
Packaging Door to Door Delivery
| Материал | Nylon ,mc nylon, POM,ABS,PU,PP,PE,PTFE,UHMWPE,HDPE,LDPE, PVC,etc. |
| Түс | Black, white, red, green, transparent or any color according to Pantone code |
| Өлчөмү | As per customer’s requirements |
| Technology | Injection molding, CNC machining, Extrusion |
| Беттик дарылоо | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Polishing, Silkscreen, Black oxide |
| Колдонмо | Automotive, ATV, Mechanical equipment, Construction, Home appliance, Aviation, Office facilities, Agriculture, etc. |
| Жеткирүү | We have longterm cooperation with internation shipping agent and express company, so that shipping safty and arriving time are secured |
Detail Image
Эмне үчүн бизди тандашыңыз керек
Our Machine
Продукциянын ассортименти
Биз менен байланышыңыз
Шарик бураманы көрсөтүү
Эгерде сизге жогорку сапаттагы шар бурама керек болсо, анда туура өлчөмдөрү жана мүнөздөмөлөрү бар 1ди тандоо маанилүү. Эң мыкты продуктуну издеп жатканда, алдын ала жүктөө, бетин бүтүрүү жана ички кайтаруу системасы сыяктуу функцияларды эске алышыңыз керек. Бул функциялар жөнүндө бул макаладан көбүрөөк биле аласыз. Эгерде сиз кайсы шар бурама түрүн тандоону билбесеңиз, кошумча көрсөтмө алуу үчүн кадыр-барктуу жеткирүүчүгө кайрылыңыз. Муктаждыктарыңызга эң ылайыктуу продуктуну табуу үчүн бул жерди басыңыз!
Бринеллинг
Бринеллинг шар бурамасынын иштөө мөөнөтүн эсептөөдө, анын канчалык октук жүктөмдү коопсуз көтөрө аларын билүү өтө маанилүү. Каталогдо көрсөтүлгөн статикалык жүктөмдүн кубаттуулугу таза октук жүктөмгө гана тиешелүү жана октук жүктөмдүн 5%ден кичине болгон радиалдык жүктөм көйгөй жаратпайт. Көбүрөөк маалымат алуу үчүн CZPT инженерине кайрылыңыз. Бринеллинг шар бурамасынын иштөө мөөнөтүн эсептөө төмөнкү маалыматтарды колдонуу менен жүргүзүлүшү керек:
Алдын ала жүктөө: Шар винт бир айлануу учурунда көтөрө ала турган жүктүн көлөмү. Алдын ала жүктөө - бул шар винт кыймылдай баштаганга чейин берилген жүк жана жүк адатта динамикалык кубаттуулуктун 5 жана 10 пайызын түзөт. Бирок, титирөөгө дуушар болгон шар винт жогорку алдын ала жүктөөдөн өтүп, тез-тез майлоону талап кылат. Пайда болгон механикалык чыңалуу шар винттин бүктөлүшүнө же гайканын шарларды кайра айлануусуна алып келиши мүмкүн.
Шардын критикалык ылдамдыгы: Шардын шар гайкасы аркылуу өтө ала турган максималдуу ылдамдыгы критикалык шар ылдамдыгы деп аталат. Ал эми, шар винтин критикалык вал ылдамдыгында иштетүү ашыкча термелүүгө алып келип, учтук таяныч подшипниктердин эрте бузулушуна жана шар тректеринин туздуу сууга айланышына алып келиши мүмкүн. Ошондуктан, шарлардын туздуу сууга айланышын жана пластикалык деформациясын алдын алуу үчүн шар винтин критикалык шар ылдамдыгынан төмөн ылдамдыкта иштетүү сунушталат.
Жалган брилинг: Жалган брилинг - бул фреттеттөөнүн бир түрү. Жалган брилинг подшипниктер айланбай турганда пайда болот. Кыймыл подшипниктин өтүүчү жеринде чуңкурларга же эскирүү белгилерине алып келет. Бул ызы-чууга, эскирүүгө жана акыры чарчоого алып келет. Эгерде бул шарттар сакталып калса, системаны текшерүү үчүн жаңы шар винтти колдонуу керек. Подшипникти алмаштыруудан мурун машина бир нече саат бою иштетилип, текшерилиши керек.
Алдын ала жүктөлүүдө
Шарик бурамаларды алдын ала жүктөө процесси бурамалардын айлануу багытына карама-каршы багыттагы жиптерге басым жасоо менен терс таасирди минималдаштырат. Ал бураманын гайкага карата кыймылына жол бербейт. Алдын ала жүктөө үчүн ар кандай ыкмалар колдонулат. Жалпы 1 - шарик гайканын ичинде чоң шарларды колдонуу. Кош гайка системасы да колдонулушу мүмкүн. Эки ыкма тең бирдей натыйжалуу. Колдонулган ыкмага карабастан, акыркы натыйжа бирдей - терс таасир минималдуу жана натыйжалуулук жогорулайт.
Шар бурамаларды алдын ала жүктөөнүн салттуу ыкмасында моторлор бир эле учурда карама-каршы багытта иштейт, бул алардын салыштырмалуу кыймылын болжол менен бирдей чоңдукта кылат. Бул системанын сүрүлүү каршылыгын азайтып, тез жылдырууга алып келет. Система 110 дюймдук жылдыруу учурунда минималдуу тескери сокку менен иштей алат, бул жетек гайкалары тарабынан пайда болгон жылуулукту жана шар бурамаларды ысытуу менен байланышкан көйгөйлөрдү азайтат. Андан тышкары, бул ыкманы кеңири колдонмолордо колдонсо болот.
Шар бурамаларды алдын ала жүктөөнүн дагы бир ыкмасы шар тандоо ыкмасы деп аталат. Бул ыкма шарларды кадимки шар бурамага караганда бурама жана гайка менен көбүрөөк байланыштырган өтө чоң шарларды колдонууну камтыйт. Бул ыкманын артыкчылыгы, ал шарлар жогорку чыдамдуулук менен иштетилбегендиктен, терс соккуну азайтат. Бул ыкманын кемчилиги, шар бурамаларын өндүрүү стандарттуу шар бурама жана гайкага караганда кымбатыраак болот.
Кадимки конструкция валды айландыруу үчүн бир катар шарларды колдонгон механикалык механизмди камтыйт. Арткы сокку көйгөйү валдын массасы менен ого бетер күчөйт. Механикалык система зарыл болгондон да татаал жана көп учурда көп күч-аракетти талап кылат. Бул ойлоп табуу шар винттерин айландыруу үчүн жакшыртылган ыкманы жана аппаратты камсыз кылуу менен бул көйгөйлөрдү жок кылат. Бул ыкма механизм иштеп жатканда динамикалык түрдө жөнгө салынуучу натыйжалуураак алдын ала жүктөө күчүн камсыз кылат. Бул ыкма ошондой эле сүрүлүүнү жана эскирүүнү жакшырта алат.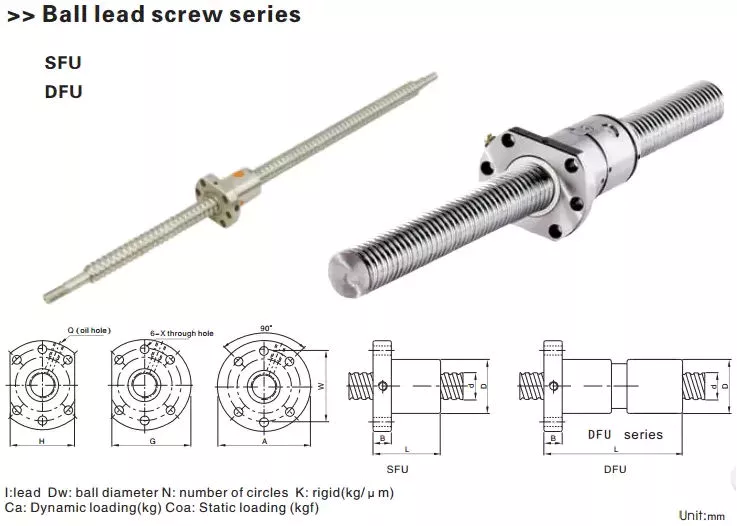
Ички кайтаруу системасы
Шар бурамалардын эки түрү бар. Биринчи түрү тышкы, экинчиси ички. Тышкы түрү шар гайкасынан чыгып турган жана бураманын сыртынан жогору жана айланасында созулган кайтаруучу түтүктөрдү колдонот. Ички түрү шар жолун камтыган бир түтүктү колдонот, ал эми кеңири таралган конструкциясы 1,5тен 3,5ке чейинки шар жолун камтыган бир нече түтүктү колдонот. Ички система бир кайтаруучу түтүктү жана шарларды түтүктөргө багыттаган бир нече кабыл алгыч манжаларды камтыйт.
Тышкы кайтаруучу түтүктүн дизайны оңой жана арзаныраак тандоо болуп саналат. Тышкы шар кайтаруучу системанын мейкиндиги чектелүү, бирок ал ар кандай вал диаметрлерин жана өткөргүчтөрүн көтөрө алат. Бирок, анын физикалык өлчөмү аны көптөгөн жогорку ылдамдыктагы колдонмолор менен шайкеш келбейт. Ошондуктан, орнотуу варианттарын кылдаттык менен карап чыгуу керек. Ички шар кайтаруучу системалар кичинекей өткөргүчтөр жана шар өлчөмдөрү үчүн эң ылайыктуу. Жогорку ылдамдыкка муктаж болгондор тышкы шар кайтаруучу системадан пайда көрүшөт.
Ички шар винт технологиясы сызыктуу жетек системаларынын талаптарына да шайкеш келди. Шар винт технологиясы азыр мурдагыдан да бышык. Бекем ички шар кайтаруу системалары шар подшипниктерин бекем кабыл алуучу төөнөгүч аркылуу айлантат. Бул дефлекторлор шарлардын бурамага туура жерге кайтып келишине жардам берет. Алар компьютер менен башкарылуучу кыймылды башкаруу системаларында жана зымдарды байланыштырууда маанилүү компоненттер болуп саналат. Эгер сиз сызыктуу бурама технологиясындагы акыркы жетишкендиктерге кызыксаңыз, бүгүн биз менен байланышыңыз.
Шар бурамалары коргошун бурамаларынан көп жагынан жогору. Шар бурамалары коргошун бурамаларына караганда натыйжалуураак, 90% айлануу кыймылын сызыктуу кыймылга айландырат. Натыйжада, алар коргошун бурамаларына жана акме бурамаларына караганда кымбатыраак. Алар ошондой эле бүткүл жүрүү диапазонунда жылмакай кыймылды камсыз кылат. Андан тышкары, алар бирдей иштөө үчүн азыраак кубаттуулукту талап кылат. Шар бурамасынын көптөгөн ар кандай колдонмолордо ушунчалык популярдуу экени таң калыштуу эмес.
Беттик жасалгалоо
Шарик бурамасынын бетинин жасалгасы системанын иштешин аныктоочу негизги факторлордун бири болуп саналат. Жакшы бети бар шарик бурама тоголонууга туруктуулук, арткы сокку жана эскирүү мүнөздөмөлөрү боюнча жогорку көрсөткүчтөргө ээ. Бирок, так кыймылга, аз эскирүүгө жана аз ызы-чууга жетишүү үчүн шарик бурамасынын бетинин жасалгасын жакшыртуу абдан маанилүү. Буга жетишүү үчүн, так жерге туташтырылган валдарды жылтыратуу үчүн атайын зым щеткалар колдонулат.
Шар бурама жакшы иштеши үчүн, ал катуу, жылмакай бетке ээ болушу жана майлоочу материалды кармап турушу керек. Шар бурамасынын бети жылмакай, жаракасыз жана майлоочу материалды жакшы кармап турушу керек. Өндүрүш процессинде жаракалар жана күйгүзүү экөө тең жагымсыз, андыктан анын бетин бүтүрүү үчүн сапаттуу машина колдонулушу керек. Өндүрүш процессинде жогорку сапаттагы бетти бүтүрүү үчүн толук тегерек же готикалык арка профили бар CBN кесүүчү кошумчасын колдонсо болот.
Шар бурамаларды жасоодо колдонулган дагы бир бүтүрүү операциясы - шлифовкалоо. Шлифовкалоо беттин сапатын жана жүрүү ар түрдүүлүгүн жакшыртат. Ал абразивдүү бөлүкчөлөрдүн даярдалуучу бөлүкчөлөр менен татаал салыштырмалуу кыймылдарын камтыйт. Бул даярдалуучу бөлүктөн жука катмар материалды алып салат, анын бетинин сапатын жана өлчөмдүк тактыгын жакшыртат. Шлифовкалоо процесси төмөнкү басым шарттарында жүргүзүлүшү мүмкүн. Ошондой эле, ал сүрүлүү моментин жана майлоону күчөтөт.
Тегиздөө эксперименттеринде сүрүлүү моменти жүрүштүн өзгөрүшүнө жана беттин оройлугуна эң чоң таасир этет. Болжол менен 1 Н х м сүрүлүү моменти оптималдуу болуп саналат. Мындан тышкары, айлануу ылдамдыгы минималдуу гана таасир этет. Бул параметрлердин эң жакшы айкалышы 1-1,5 Н х м жана 30 айн/мин. Шар винттин минималдуу беттик жасалгасы 800 тордун тегерегинде. Жүрүштүн эң кичинекей өзгөрүшү жүрүштүн жарымында байкалат.
Майлоо
Шар винттүү түзүлүштөрдүн туура майланышы оптималдуу иштөөсүн жана узак мөөнөттүү иштөөсүн камсыз кылуу үчүн абдан маанилүү. Шар винттүү түзүлүштөр май менен майланышы керек, ал түздөн-түз шар гайкасына куюлат. Майлоочу порт продуктунун ар кандай жерлеринде, анын ичинде фланецте же шар гайкасынын тышкы жиптеринде жайгашышы мүмкүн. Айрым шар гайкаларында майлоону жеңилдетүү үчүн zerk фитинги да бар.
Шар винттерди майлоо 100°C жогору иштөө шарттарында талап кылынат. Шар винт үчүн минималдуу жүктөм, адатта, алдын ала жүктөө күчү менен ишке ашырылат. Майлоочу май эки беттин салыштырмалуу кыймылынан улам тар майлоочу боштук аркылуу өткөрүлөт. Майлоочу материалдын илешкектүүлүгүнүн жогорулашы тийүүчү беттерди бөлүүгө мүмкүндүк берет. Ашыкча майлануунун алдын алуу үчүн, майлоочу материалдын деңгээлин үзгүлтүксүз текшерип туруу маанилүү.
Шар винттүү түзүлүштөрдү майлоодо колдонулган май минералдык же синтетикалык болушу мүмкүн. Май минералдык же синтетикалык майдан, кошулмалардан жана литий же бентонит сыяктуу коюуланткычтан турат. Башка коюуланткычтарга литий, барий комплекстери же алюминий кирет. Майлоочу NLGI классы - майлоочу майлар үчүн кеңири колдонулган классификация. Белгилүү бир колдонуу үчүн белгилүү бир майлоочу материалдын түрүн тандоо жетишсиз, бирок ал сапаттык көрсөткүчтү берет.
Шар винттин иштеши үчүн маанилүү болгону менен, майлоо анын иштөө мөөнөтү үчүн да маанилүү. Ар кандай майлоочу материалдар коррозиядан коргойт. Майлоочу материалды колдонуудан мурун, шар винтти кылдат тазалап, кургатыңыз. Эгерде кандайдыр бир кир топтолуп калса, ал винтти бузуп коюшу мүмкүн. Мунун алдын алуу үчүн, сиз эриткичти же мамыксыз чүпүрөктү колдонсоңуз болот. Шар винттин түзүлүштөрүн майлоо түзүлүштүн иштөө мөөнөтүн бир топ узарта алат.



























