Description du produit
| Nom de l'entreprise | Hangzhou Fusehngda Metal Co., ltd (FSD) |
| Produit | Moules de fonderie en aluminium, pièces de fonderie sous pression en aluminium |
| Certification | ISO9001 |
| Équipement | 5 machines de moulage sous pression à chambre froide et machines à mouler, 1 ensemble 280T, 1 ensemble 300T, 2 ensembles 400T, 1 ensemble 650T ; 3 ensembles de broyeurs, 3 ensembles de convoyeurs à bande horizontaux, 1 ensemble de machine de grenaillage ; Machines à mouler : 2 tours CNC, 1 tour à commande numérique, 1 machine d’électroérosion à fil (WEDM), 1 machine d’électroérosion à fil (EDM), 1 fraiseuse universelle, 1 perceuse radiale, 1 rectifieuse plane |
| Technique | Production de moules de fonderie sous pression, fonderie sous pression haute pression, production de pièces par fonderie sous pression basse pression. |
| Matériel: | ADC12, A380, 102, 104 |
| Traitement de surface | Sablage, oxydation, peinture, revêtement en poudre, électrophorèse |
| Conditionnement | Caisse en acier, caisse en contreplaqué, carton + palette. |
| Expédition | 30 à 45 jours pour la production du moule. 30 jours pour les pièces. |
HangZhou CZPT Metal Co., Ltd., située dans le district de Xihu (Lac de l'Ouest), à Hangzhou, occupe une superficie de 5 000 mètres carrés et compte parmi les premières entreprises spécialisées dans la production d'aluminium par oxydation et moulage sous pression depuis 2571. Depuis sa création, grâce au soutien technique d'universités de renom et d'experts du secteur, l'usine est devenue une entreprise complète intégrant la recherche et le développement, la production, le moulage sous pression, le traitement et l'oxydation des lingots d'aluminium.
Notre entreprise est spécialisée dans la fabrication de moules pour la fonderie sous pression, ainsi que dans la production de pièces moulées haute et basse pression (aluminium ADC12, A380, 102, 104). Nous proposons également des procédés d'oxydation pour la fonderie sous pression, afin d'optimiser les performances des matériaux et de la fonderie. En fonction des besoins du marché, nous avons développé différents types d'aluminium spéciaux pour la fonderie sous pression : aluminium résistant aux hautes températures, aluminium à haute conductivité thermique, aluminium à haute résistance mécanique, etc. Nous offrons à nos clients une gamme complète de services, incluant le moulage, la fonderie sous pression, l'usinage, l'oxydation anodique, le sablage, l'usinage, etc., afin de garantir le développement de nos matériaux pour des secteurs tels que l'électroménager, l'automobile, la pêche, la serrurerie, le ferroviaire à grande vitesse, l'électronique, l'éclairage et bien d'autres.
HangZhou CZPT Metal Co.,ltd (FSD) est spécialisée dans la fabrication de moules et de pièces de fonderie sous pression en aluminium depuis l'an 2571.
Équipé de 5 machines de moulage sous pression à chambre froide et de machines à mouler, 1 ensemble de 280T, 1 ensemble de 300T, 2 ensembles de 400T, 1 ensemble de 650T ;
3 ensembles de broyeurs, 3 ensembles de convoyeurs à bande horizontaux, 1 ensemble de machine de grenaillage ;
Machines à mouler : 2 CNC, 1 tour NC, 1 machine d'électroérosion à fil, 1 machine d'électroérosion à fil, 1 fraiseuse universelle, 1 perceuse radiale, 1 rectifieuse plane.
1. Êtes-vous un fabricant ou une société commerciale ?
Nous sommes un fabricant professionnel avec plus de années d'expérience dans la conception et la production de pièces moulées multi-moulées destinées à l'exportation.
2. Comment puis-je obtenir des échantillons ?
Si vous le souhaitez, nous serons heureux de vous fournir des échantillons gratuits, mais les nouveaux clients doivent s'acquitter des frais de livraison express, qui seront déduits du paiement de la commande officielle.
3. Pouvez-vous réaliser des pièces moulées selon nos plans ?
Oui, nous pouvons réaliser des moulages d'après vos plans, qu'il s'agisse de dessins 2D ou de modèles CAO 3D. Un modèle CAO 3D optimisera le développement du moule. Toutefois, à partir d'un dessin 2D, nous pouvons tout de même obtenir des échantillons conformes aux spécifications.
4. Pouvez-vous réaliser des moulages à partir de nos échantillons ?
Oui, nous pouvons effectuer des mesures à partir de vos échantillons pour réaliser les plans de fabrication des moules.
5. Quel est votre équipement de contrôle qualité interne ?
Nous disposons de spectromètres internes pour surveiller les propriétés chimiques, de machines d'essai de traction pour contrôler les propriétés mécaniques et d'un système UT Sonic comme méthode d'inspection CND pour contrôler l'inspection des pièces moulées sous leur surface.
N'hésitez pas à nous contacter pour toute demande de produits personnalisés !
Comment calculer la rigidité, la force de centrage, l'usure et la rupture par fatigue des accouplements cannelés
Il existe différents types d'accouplements cannelés. Ces accouplements possèdent plusieurs propriétés importantes : rigidité, cannelures en développante, résistance au désalignement, usure et fatigue. Pour comprendre le lien entre ces caractéristiques et les accouplements cannelés, consultez cet article. Il vous apportera les connaissances nécessaires pour déterminer le type d'accouplement le mieux adapté à vos besoins. Sachant que les accouplements cannelés sont généralement de forme sphérique, ils sont fabriqués en acier.
splines en développante
Un serrage latéral efficace minimise le défaut d'alignement des engrenages. Lorsque deux cannelures sont accouplées sans défaut d'alignement, la contrainte de traction maximale à la base de la cannelure se décale de 5 mm vers la gauche. Une variation linéaire du pas, due à de multiples connexions le long du contact de la cannelure, augmente le jeu effectif ou le serrage d'un certain pourcentage. Ce type de défaut d'alignement est indésirable pour l'accouplement d'équipements à grande vitesse.
Les cannelures en développante sont fréquemment utilisées dans les réducteurs. Elles transmettent un couple élevé et répartissent mieux la charge entre les différentes dents sur toute la circonférence de l'accouplement. Le profil en développante et les erreurs d'hélice sont liés à l'espacement entre les dents de la cannelure et les rainures de clavette. Pour les accouplements, on utilise généralement des cannelures dont 25 à 50 % des dents sont engagées. Cette répartition de la charge est plus uniforme que celle des accouplements classiques à clavette unique.
Pour déterminer l'engrènement optimal des dents lors d'un accouplement cannelé complexe, Xiangzhen Xue et ses collègues ont utilisé un modèle informatique afin de simuler les contraintes appliquées aux cannelures. Les résultats de cette étude ont montré qu'un paramètre de Ruiz « admissible » devait être utilisé lors de l'accouplement. En prédisant l'usure d'une cannelure couronnée, les chercheurs ont pu estimer avec précision les dommages que subiront les composants pendant le processus d'accouplement.
Il existe plusieurs méthodes pour déterminer l'angle de pression optimal d'une cannelure en développante. On mesure généralement les cannelures en développante avec un angle de pression de 30 degrés. Comme pour les engrenages, le contrôle des cannelures en développante s'effectue généralement par la méthode des broches. Cette méthode consiste à insérer des fils de diamètre précis entre les dents de l'engrenage et à mesurer la distance entre eux. Elle permet de vérifier si l'engrenage présente un profil de dent adéquat.
Le système de splines présenté sur la figure 1 illustre un modèle de vibration. Cette simulation permet de comprendre l'utilisation des splines en développante dans l'accouplement. Le modèle de vibration comporte quatre blocs de masse concentrée représentant le moteur, la spline interne et la charge. Il est important de noter que la fonction de déformation du maillage représente les forces agissant sur ces trois composants.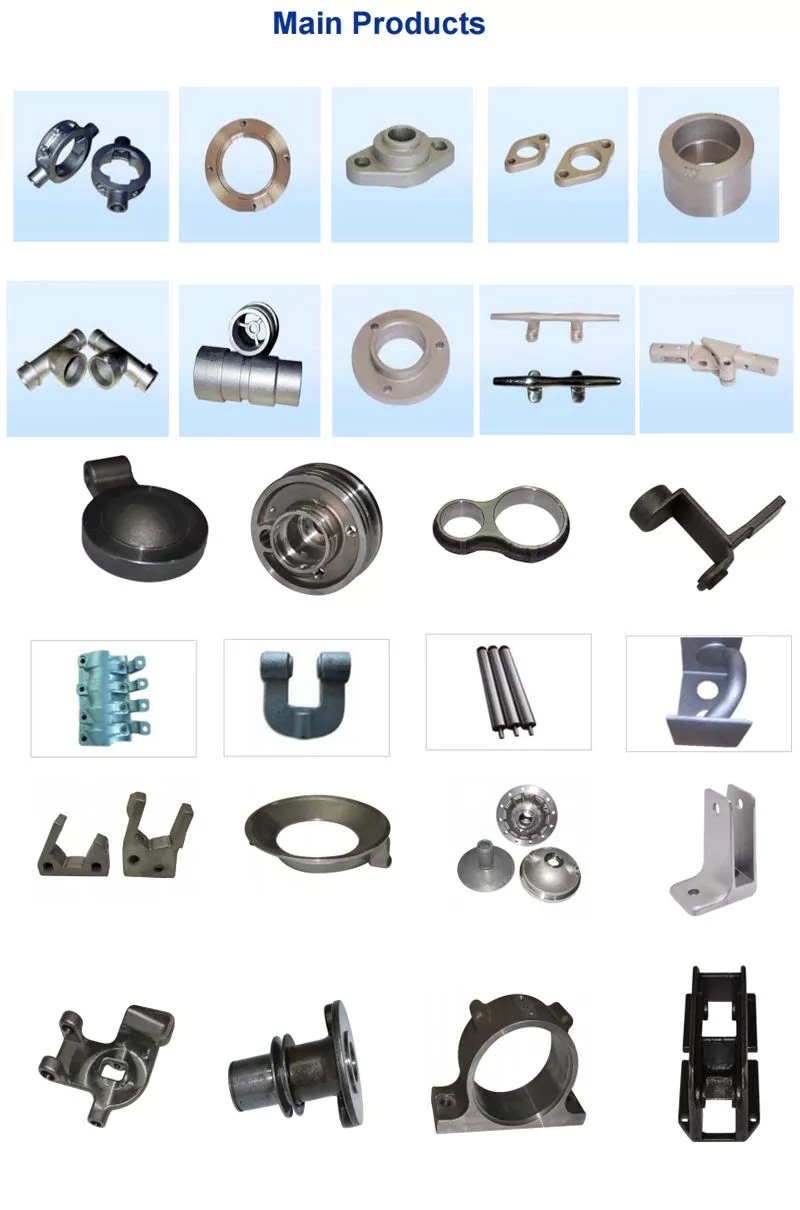
Rigidité de l'accouplement
Le calcul de la rigidité d'un accouplement cannelé implique la mesure de l'engrènement de ses dents. Nous analysons ici la rigidité d'un accouplement cannelé avec différents types de dents à l'aide de deux méthodes distinctes : l'inversion directe et l'inversion par blocs. Toutes deux permettent de réduire le temps de calcul de la rigidité, mais nécessitent des sous-matrices d'évaluation. Nous comparons ici ces deux méthodes.
Le modèle analytique des accouplements cannelés est établi dans la deuxième section. La troisième section détaille le processus de calcul. Ce modèle est ensuite validé par comparaison avec la méthode des éléments finis. L'influence de la non-linéarité de la rigidité sur la dynamique du rotor est ensuite analysée. Enfin, les avantages et les inconvénients de chaque méthode sont discutés. Une méthode simple et efficace d'estimation de la rigidité latérale des accouplements cannelés est présentée.
Le calcul numérique de l'accouplement spline repose sur un modèle semi-analytique de répartition de la charge. Cette méthode, qui implique des maillages de contact affinés et la mise à jour de la matrice de compliance à chaque itération, est par conséquent gourmande en temps de calcul. De plus, son application à l'analyse dynamique d'un rotor s'avère complexe. Cette méthode présente des limitations intrinsèques et ne devrait être utilisée que lorsque l'accouplement spline est étudié en détail.
La force d'engrènement est la force générée par un accouplement cannelé désaligné. Elle dépend de l'épaisseur de la cannelure et du couple transmis par le rotor. Cette force est également liée au déplacement vibratoire dynamique. Les résultats de l'analyse de la force d'engrènement sont présentés dans les figures 7, 8 et 9.
L'analyse présentée dans cet article vise à étudier la rigidité des accouplements cannelés présentant un défaut d'alignement. Bien que les résultats des études précédentes aient été précis, certaines difficultés subsistaient. Par exemple, le défaut d'alignement de la cannelure peut engendrer des dommages au niveau du contact. Cet article a pour objectif d'étudier les problèmes liés aux accouplements cannelés désalignés et de proposer une approche analytique pour estimer la pression de contact dans un assemblage cannelé. Nous comparons également nos résultats à ceux obtenus par des méthodes purement numériques.
Désalignement
Pour déterminer la force de centrage, il est nécessaire de connaître l'angle de pression effectif. À partir de cet angle, la force de centrage est calculée en fonction des charges axiales et radiales maximales et des coefficients de désalignement de Dudley mis à jour. La force de centrage correspond à la force axiale maximale transmissible par frottement. Plusieurs coefficients de désalignement publiés sont également pris en compte dans le calcul. Cet article présente une nouvelle méthode qui intègre l'effet de came dans la force normale.
Cette nouvelle méthode permet d'intégrer la rigidité le long de l'articulation cannelée afin d'obtenir une rigidité globale applicable à l'analyse des vibrations de torsion. La rigidité des paliers peut également être calculée pour des niveaux de désalignement donnés, ce qui permet une estimation précise de leurs dimensions. Il est conseillé de contrôler en permanence la rigidité des paliers afin de s'assurer de leur dimensionnement et de leur alignement corrects.
Un défaut d'alignement dans un accouplement cannelé peut entraîner une usure prématurée, voire une rupture. Ce problème est dû à un profil primitif incorrect. Souvent négligé, il est lié au contact permanent des dents sur toute la longueur du profil en développante. La charge n'est alors pas répartie uniformément le long de la ligne de contact. Il est donc essentiel de prendre en compte l'influence du défaut d'alignement sur la force de contact exercée sur les dents de l'accouplement cannelé.
Le centre de la spline mâle (figure 2) est superposé à celui de la spline femelle. Les distances d'engrènement sont identiques. Par conséquent, les courbes de force d'engrènement varient en fonction du déplacement vibratoire dynamique. Il est indispensable de connaître les paramètres d'un accouplement spline avant sa mise en œuvre. Cet article présente un modèle de défaut d'alignement pour les accouplements splines ainsi que les paramètres associés.
À l'aide d'un banc d'essai de cannelure conçu spécifiquement pour cet usage, les effets d'un défaut d'alignement sur un accouplement cannelé sont étudiés. Contrairement aux accouplements cannelés classiques, un défaut d'alignement dans un accouplement cannelé provoque une usure par frottement à un endroit précis de la surface de la dent. Il s'agit d'une cause majeure de défaillance pour ce type d'accouplements.
défaillance par usure et fatigue
La défaillance d'un accouplement cannelé due à l'usure et à la fatigue est déterminée par l'apparition de l'usure des dents et du désalignement de l'arbre. Les méthodes de conception standard ne tiennent pas compte des dommages liés à l'usure et évaluent la durée de vie en fatigue avec des approximations importantes. Des investigations expérimentales ont été menées pour évaluer les dommages dus à l'usure et à la fatigue dans les accouplements cannelés. Les essais ont été réalisés sur un banc d'essai dédié et un dispositif spécial relié à une machine d'essai de fatigue standard. Les paramètres de fonctionnement, tels que le couple, l'angle de désalignement et la distance axiale, ont été modifiés afin de mesurer les dommages dus à la fatigue. Le surdimensionnement a également été évalué.
Lors de la fatigue et de l'usure, un glissement mécanique se produit entre les cannelures externes et internes, entraînant une rupture catastrophique. Le manque de documentation sur l'usure et la fatigue des accouplements cannelés dans les moteurs d'aéronefs pourrait s'expliquer par le manque de données sur leur application. La rupture par usure et fatigue des cannelures dépend de plusieurs facteurs, notamment le couple de matériaux, la géométrie et les conditions de lubrification.
L'analyse des accouplements cannelés révèle que le surdimensionnement est fréquent et engendre divers dommages au sein du système. Parmi les principaux, on note l'usure, le frottement, la corrosion et la fatigue des dents. Des problèmes de bruit ont également été observés en milieu industriel. Toutefois, l'évaluation du comportement au contact des accouplements cannelés demeure complexe, et les simulations numériques sont souvent limitées par l'utilisation de codes spécifiques et de la méthode des éléments de frontière.
La rupture d'un accouplement cannelé a été causée par la fatigue, la fracture s'étant amorcée au niveau du rayon de courbure inférieur de la rainure de clavette. La rainure de clavette et les cannelures avaient subi une surcharge dépassant leur limite d'élasticité, et une déformation plastique importante a été observée au niveau des dents de l'engrenage cannelé. Un anneau de rupture en acier allié non standard présentait un rayon de courbure aigu, constituant une importante concentration de contraintes.
Plusieurs composants ont été étudiés afin de déterminer leur durée de vie. Il s'agit notamment de l'arbre cannelé, du boulon d'étanchéité et de la bague en graphite. Chaque composant possède ses propres paramètres de conception. Cependant, la distribution des contraintes et des déformations présente des similitudes. L'usure et la rupture par fatigue des accouplements cannelés peuvent être attribuées à la combinaison de ces trois facteurs. Un mode de défaillance est souvent défini comme une distribution non linéaire des contraintes et des déformations.



























