제품 설명
저희 서비스
Product Design Material Selection
Mold Design Mold Making
Bulk Production Logo Printing
Surface Treatment Assembling
Packaging Door to Door Delivery
| 재료 | Nylon ,mc nylon, POM,ABS,PU,PP,PE,PTFE,UHMWPE,HDPE,LDPE, PVC,etc. |
| 색상 | Black, white, red, green, transparent or any color according to Pantone code |
| 크기 | As per customer’s requirements |
| Technology | Injection molding, CNC machining, Extrusion |
| 표면 처리 | Powder coating, Zinc coating, Galvanization, Electro-deposition coating, Chrome/zinc/nickel plating, Polishing, Silkscreen, Black oxide |
| 애플리케이션 | Automotive, ATV, Mechanical equipment, Construction, Home appliance, Aviation, Office facilities, Agriculture, etc. |
| Shippment | We have longterm cooperation with internation shipping agent and express company, so that shipping safty and arriving time are secured |
Detail Image
왜 우리를 선택해야 할까요?
Our Machine
Product Range
문의하기
볼 스크류 사양
고품질 볼 스크류가 필요할 때는 적절한 치수와 사양을 갖춘 제품을 선택하는 것이 중요합니다. 최상의 제품을 찾으려면 예압, 표면 마감, 내부 복귀 시스템과 같은 기능을 고려해야 합니다. 이 글에서 이러한 기능에 대해 자세히 알아볼 수 있습니다. 어떤 종류의 볼 스크류를 선택해야 할지 확신이 서지 않는다면, 신뢰할 수 있는 공급업체에 문의하여 도움을 받으세요. 필요에 맞는 최적의 제품을 찾으려면 여기를 클릭하세요!
브리넬링
브리넬링 볼 스크류를 선택할 때는 안전하게 견딜 수 있는 축 방향 하중을 정확히 파악하는 것이 매우 중요합니다. 카탈로그에 기재된 정적 하중 용량은 순수 축 방향 하중에만 적용되며, 축 방향 하중의 5%보다 작은 반경 방향 하중은 문제가 되지 않습니다. 더 자세한 정보는 CZPT 엔지니어에게 문의하십시오. 브리넬링 볼 스크류의 수명 계산은 다음 데이터를 사용하여 수행해야 합니다.
예압: 볼 스크류가 한 바퀴 회전하는 동안 견딜 수 있는 하중의 양입니다. 예압은 볼 스크류가 움직이기 시작하기 전에 가해지는 하중으로, 일반적으로 동적 용량의 5~10% 정도입니다. 그러나 진동에 노출된 볼 스크류는 예압이 높아져 윤활을 더 자주 해야 합니다. 이로 인해 발생하는 기계적 스트레스는 볼 스크류의 좌굴을 유발하거나 너트가 볼을 재순환시키는 원인이 될 수 있습니다.
임계 볼 속도: 볼이 볼 너트를 통과할 수 있는 최대 속도를 임계 볼 속도라고 합니다. 반대로, 볼 스크류를 임계 축 속도로 운전하면 과도한 진동이 발생하여 엔드 서포트 베어링의 조기 고장 및 볼 트랙의 브리넬링이 발생할 수 있습니다. 따라서 볼의 브리넬링 및 소성 변형을 방지하기 위해 볼 스크류는 임계 볼 속도보다 낮은 속도로 운전하는 것이 좋습니다.
가성 브리넬링: 가성 브리넬링은 프레팅의 한 형태입니다. 베어링이 회전하지 않는 상태에서 발생합니다. 이러한 움직임으로 인해 베어링 궤도면에 움푹 패인 자국이나 마모 흔적이 생깁니다. 이는 소음, 마모, 그리고 결국에는 피로를 유발합니다. 이러한 문제가 지속되면 새 볼 스크류를 사용하여 시스템을 테스트해야 합니다. 베어링을 교체하기 전에 기계를 몇 시간 동안 가동하고 테스트해야 합니다.
사전 로딩
볼 스크류의 예압 공정은 스크류 회전 방향의 반대 방향으로 나사산에 압력을 가하여 백래시를 최소화합니다. 이는 너트에 대한 스크류의 움직임을 방지합니다. 예압에는 여러 가지 방법이 사용됩니다. 일반적인 방법 중 하나는 볼 너트 내부에 크기가 큰 볼을 사용하는 것입니다. 이중 너트 시스템을 사용할 수도 있습니다. 두 방법 모두 효과는 동일합니다. 어떤 방법을 사용하든 최종 결과는 동일하게 백래시를 최소화하고 효율성을 높이는 것입니다.
기존의 볼 스크류 예압 방식에서는 모터가 동시에 반대 방향으로 회전하여 상대 운동량이 거의 같아지도록 합니다.これにより 시스템의 마찰 저항이 감소하여 빠른 이송이 가능해집니다. 이 시스템은 110인치(약 283cm)의 이송 거리 동안 최소한의 백래시로 작동할 수 있어 구동 너트에서 발생하는 열과 볼 스크류 과열로 인한 문제를 줄여줍니다. 또한, 이 방식은 다양한 분야에 적용할 수 있습니다.
볼 스크류의 예압을 높이는 또 다른 방법으로는 볼 셀렉트 방식이 있습니다. 이 방식은 일반 볼 스크류보다 큰 볼을 사용하여 볼이 스크류 및 너트와 접촉하는 면적을 늘립니다. 이 방식의 장점은 볼을 정밀하게 가공할 필요가 없기 때문에 백래시가 줄어든다는 것입니다. 단점은 이 방식의 볼 스크류는 표준 볼 스크류 및 너트보다 제조 비용이 더 많이 든다는 것입니다.
기존 설계는 축을 회전시키기 위해 일련의 볼을 사용하는 기계식 메커니즘을 포함합니다. 축의 질량으로 인해 백래시 문제가 더욱 심화됩니다. 이러한 기계 시스템은 필요 이상으로 복잡하고 작동에 많은 힘이 필요합니다. 본 발명은 볼 스크류 구동을 위한 개선된 방법 및 장치를 제공함으로써 이러한 문제들을 해결합니다. 이 방법은 메커니즘 작동 중에 동적으로 조절 가능한 보다 효율적인 예압력을 제공합니다. 또한 마찰 및 마모를 개선할 수 있습니다.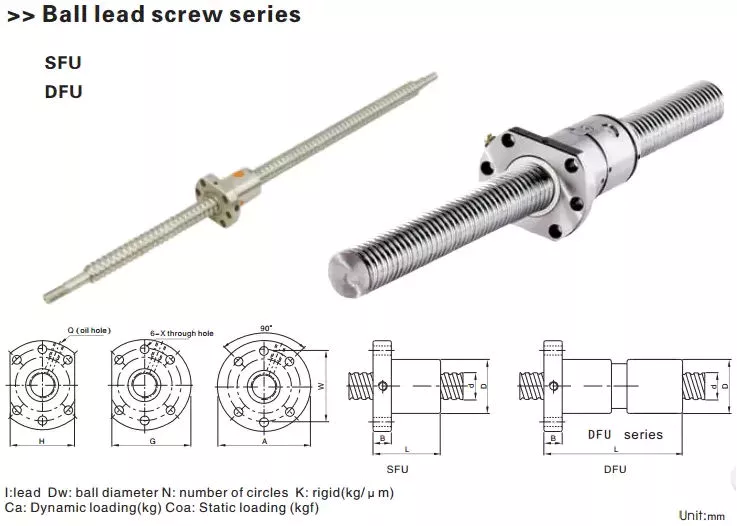
내부 반환 시스템
볼 스크류에는 크게 두 가지 유형이 있습니다. 첫 번째는 외부형이고 두 번째는 내부형입니다. 외부형은 볼 너트에서 돌출되어 스크류 바깥쪽으로 감싸듯이 뻗어 있는 리턴 튜브를 사용합니다. 내부형은 볼 트랙을 가로지르는 하나의 튜브를 사용하며, 더 일반적인 설계는 1.5~3.5개의 볼 트랙에 걸쳐 있는 여러 개의 튜브를 사용합니다. 내부 시스템은 하나의 리턴 튜브와 볼을 튜브 안으로 안내하는 여러 개의 픽업 핑거로 구성됩니다.
외부 리턴 튜브 설계는 더 간단하고 비용이 적게 드는 방식입니다. 외부 볼 리턴 시스템은 공간이 제한적이지만 다양한 샤프트 직경과 리드를 처리할 수 있습니다. 그러나 물리적 크기 때문에 많은 고속 응용 분야와 호환되지 않습니다. 따라서 장착 옵션을 신중하게 고려해야 합니다. 내부 볼 리턴 시스템은 작은 리드와 작은 볼 크기에 가장 적합합니다. 고속이 필요한 경우에는 외부 볼 리턴 시스템이 더 유리할 수 있습니다.
내부 볼 스크류 기술 또한 선형 구동 시스템의 요구 사항에 발맞춰 발전해 왔습니다. 이제 볼 스크류 기술은 그 어느 때보다 내구성이 뛰어납니다. 견고한 내부 볼 리턴 시스템은 볼 베어링을 견고한 픽업 핀을 통해 순환시킵니다. 이 디플렉터는 볼이 스크류의 정확한 위치로 복귀하도록 도와줍니다. 이러한 볼 스크류는 컴퓨터 제어 모션 제어 시스템과 와이어 본딩에 필수적인 구성 요소입니다. 최신 선형 스크류 기술 발전에 관심이 있으시면 지금 바로 문의해 주십시오.
볼 스크류는 여러 면에서 리드 스크류보다 우수합니다. 볼 스크류는 리드 스크류보다 효율이 높아 90%의 회전 운동을 직선 운동으로 변환합니다. 따라서 볼 스크류는 리드 스크류나 애크미 스크류보다 가격이 비쌉니다. 또한, 볼 스크류는 전체 이동 범위에 걸쳐 더욱 부드러운 움직임을 제공합니다. 뿐만 아니라, 동일한 성능을 내는 데 필요한 동력도 적습니다. 이러한 이유로 볼 스크류는 다양한 분야에서 널리 사용되고 있습니다.
표면 마감
볼 스크류의 표면 조도는 시스템 성능을 결정하는 핵심 요소 중 하나입니다. 표면 조도가 우수한 볼 스크류는 구름 저항, 백래시 및 마모 특성에서 우수한 성능을 나타냅니다. 그러나 정밀한 움직임, 낮은 마모 및 저소음을 구현하기 위해서는 볼 스크류의 표면 조도를 개선하는 것이 매우 중요합니다. 이를 위해 특수 와이어 브러시를 사용하여 정밀 연삭된 샤프트를 연마합니다.
볼 스크류가 우수한 성능을 발휘하려면 단단하고 표면이 매끄러우며 윤활유를 잘 유지해야 합니다. 볼 스크류의 표면 마감은 매끄럽고 균열이 없어야 하며 윤활유를 잘 보존해야 합니다. 제조 과정에서 균열이나 열처리로 인한 손상은 모두 바람직하지 않으므로, 고품질 표면 마감을 위해서는 정밀 가공 장비가 필수적입니다. 생산 과정에서 완전 원형 또는 고딕 아치형 프로파일을 가진 CBN 절삭 인서트를 사용하면 고품질 표면 마감을 얻을 수 있습니다.
볼 스크류 제조에 사용되는 또 다른 마무리 공정은 래핑입니다. 래핑은 표면 품질과 이동 편차를 개선합니다. 이 공정은 연마 입자가 공작물과 복잡한 상대 운동을 하면서 공작물 표면에서 얇은 층을 제거하는 방식으로 진행됩니다. 이를 통해 표면 품질과 치수 정밀도가 향상됩니다. 래핑 공정은 저압 조건에서 수행할 수 있으며, 마찰 토크와 윤활 성능도 향상시킵니다.
래핑 실험에서 마찰 토크는 이동 거리 변화와 표면 조도에 가장 큰 영향을 미칩니다. 최적의 마찰 토크는 약 1 N·m입니다. 또한 회전 속도는 미미한 영향만 미칩니다. 이러한 매개변수의 최적 조합은 1~1.5 N·m의 마찰 토크와 30 rpm의 회전 속도입니다. 볼 스크류의 최소 표면 조도는 약 800 메쉬입니다. 이동 거리 변화가 가장 작은 지점은 이동 거리의 중간쯤입니다.
매끄럽게 하기
볼 스크류 어셈블리의 최적 성능과 수명을 유지하려면 적절한 윤활이 필수적입니다. 볼 스크류 어셈블리는 그리스로 윤활해야 하며, 그리스는 볼 너트에 직접 주입합니다. 윤활 포트는 플랜지 또는 볼 너트의 외부 나사산 등 제품의 다양한 위치에 있을 수 있습니다. 일부 볼 너트에는 간편한 윤활을 위해 제르크 피팅이 장착되어 있기도 합니다.
볼 스크류는 100°C 이상의 작동 조건에서 윤활이 필수적입니다. 볼 스크류의 최소 하중은 일반적으로 예압을 통해 확보됩니다. 윤활유는 두 접촉면의 상대적인 움직임으로 인해 좁은 윤활 틈새를 통해 이동합니다. 윤활유의 점도가 높아지면 접촉면이 분리됩니다. 과윤활을 방지하기 위해서는 윤활유 레벨을 정기적으로 점검하는 것이 중요합니다.
볼 스크류 어셈블리의 윤활에 사용되는 오일은 광물유 또는 합성유일 수 있습니다. 이 오일은 광물유 또는 합성유, 첨가제, 그리고 리튬이나 벤토나이트와 같은 증점제로 구성됩니다. 다른 증점제로는 리튬, 바륨 착물 또는 알루미늄이 있습니다. 윤활유 등급 NLGI는 윤활 그리스에 널리 사용되는 분류 체계입니다. 특정 용도에 맞는 특정 유형의 윤활유를 선택하는 것만으로는 충분하지 않지만, NLGI는 정성적인 기준을 제공합니다.
볼 스크류의 성능에 윤활은 필수적일 뿐만 아니라 수명 연장에도 매우 중요합니다. 다양한 종류의 윤활유는 부식 방지 기능을 제공합니다. 윤활유를 사용하기 전에 볼 스크류를 깨끗하게 세척하고 완전히 건조시켜야 합니다. 먼지가 쌓여 있으면 스크류가 손상될 수 있습니다. 이를 방지하려면 용제나 보풀 없는 천을 사용하십시오. 볼 스크류 어셈블리에 윤활유를 사용하면 어셈블리의 수명을 크게 연장할 수 있습니다.



























